Grafit standart makine atölyesi ekipmanları ile işlenebilir. İşleme işlemi tarafından oluşturulan tozu kontrol etmek için hükümler koymak önemlidir. Çok sayıda etkin toz kontrol sistemi mevcuttur ve kullanılan yöntem, gerçekleştirilen işleme boyutuna ve tipine bağlı olabilir. Grafit, çalışırken toz toplama yöntemi olmadan asla işlenmemelidir.
Grafit dereceleri, yoğunluk, sertlik ve eğilme ve basınç dayanımları bakımından büyük farklılıklar gösterir. Bu özellikler takım basıncını, takım aşınmasını ve farklı marka ve grafit derecelerinin işlenebilirliğini etkileyebilir. Belirli bir uygulama için seçilen grafitin markası ve derecesi genellikle elektrodun boyutu ve şekli ile belirlenir. Özel detaylardaki elektrotlar ve yakın toleranslar, birinci sınıf grafit dereceleri CNC işleme ve tasarım ile bir araya getirildiğinde pratiktir.
Genel İşleme Yöntemleri;
Grafit işlenirken standart işleme uygulamaları kullanılmalıdır. Bunlar, rijitliği korumak, rahatlama açıları ve pozitif eğim açısı kullanmak, takımları keskin ve takım basıncını düşük tutmaktır. Özel uygulamalar, aşağıdaki genel kurallardan biraz daha farklı ayarlar gerektirebilir.
Şerit Testere
Grafit kesilirken, inç başına on dişi olan standart karbon çelik testere bıçakları dakikada 2100-3100 yüzey ayağında çalıştırılabilir.
Kesme dişlerinin aşırı yüklenmesini veya testereyi “aşağı çekmekten” kaçınmak için güç beslemesini ayarlayın. Uygun güç ayarını belirlemenin en iyi yolu, her testere kesiminin tamamlanmasından sonra testere, buluşma noktasında çok hafif bir hız kazanana kadar beslemeyi arttırmaya devam etmektir. Her testere farklı güçle çalıştırılır ve donatılır, bu nedenle benzer ekipmanlarda bile deneme gerekir.
Üst kesici sertliğini (şerit gerginliğini) güvence altına almak için işin üzerinde maksimum 6mm. boşluk bırakılmasına izin vermek için üst kılavuz kolunu indirin. Malzeme kılavuzu (yarma çiti), malzemenin sağa sola oynamasını önlemek için hem önünde hem de arkasında gergin olmalıdır, aksi durumlar testere bıçağını tahrip eder.
Tornalama
Yüksek mukavemetli malzemelerden gelen uzun çubuklar ve silindirler, diğer grafit derecelerinden çok daha yüksek hızlarda döndürülebilir.
Ağır silindirlerde geniş bir kesme derinliği kullanılabilir. 25mm den derin kesim yapabilen özel aletler 100mm silindir çapı 1m. uzunluğunda başarılı bir şekilde kullanılmıştır. Besleme hızları düşük, kaba işleme için devir başına sadece 0,1mm ve finiş işlemleri için devir başına 0,02mm – 0,06 arasında olmalıdır.
Kesim derinliği ve ortaya çıkan yüzey kalitesi alışılmadık bir ilişkiye sahiptir; 0,4 mm-0,5mm gibi derin kesimler 0,1mm gibi hafif kesmelerden daha iyi bir sonuç verir. Bunun nedeni grafitin kesmek yerine talaş veya kırılma eğilimi göstermesidir. Genellikle metallerde görülen “plastik” bir akış biçiminde olmadığından, bu özelliğinden dolayı talaş kırıcı gerekmez.
Kare burun şeklinde olan kesme aletlerinden kaçınılmalıdır, çünkü alet basıncı kesilmeden önce parçayı kıracaktır. Bunun yerine, yaklaşık 20° eğik açıyla eğimli bir takım kullanın. Genel tornalama için pozitif talaş açılı ve 0,4-0,8 uç yarıçaplı yüksek kaliteli tungsten karbür veya PCD kesici uçlar tavsiye edilir.
İş parçası destekleri – Yüksek mukavemetli grafitler, diğer grafitlere göre daha sıkı tutturulabilir, çünkü daha fazla takım baskısı oluştururlar. Mümkün olduğunda grafiti tutmak için pabuçlar kullanın. Bu uygulama aynı zamanda parça değişim zamanını hızlandıracak ve genel imalat maliyetlerini azaltacaktır.
Frezeleme
Frezeleme takımlarını kullanırken takım kırılması ve aşınma sıkça meydana gelen iki problemdir. Kırılma, genellikle aşındırıcı aşınmanın neden olduğu aşırı takım basıncı nedeniyledir. Takım aşınması önlenemediğinden, sık kontrol ve düzenli takım değişimi gerekir. Yüksek kaliteli frezeler daha uzun süre aşınmama sağlar.
İş parçasının kenarından veya ucundan çıkarken tüm freze ağızları grafiti kırmaya çalışacaktır. Kırılmaları azaltmak için keskinliği kaybolmamış (yeni) takımlar, pozitif helis ve düşük ilerleme oranları kullanın. Bu önlemler, kırılmaya neden olan takım basıncını azaltmaya yardımcı olacaktır. Kırılmayı ortadan kaldırmak için çok etkili bir yöntem, kesime başlamadan önce parçaya dış kısmından kısa bir mesafe frezeleme yapmaktır.

Şekil 1. Grafit yakın toleranslarla son derece ince detaylara sahip elektrotlar halinde işlenebilir. Resim www.edmtechman.com sitesinden alınmıştır.
Kesim ve talaş yükünün derinliği doğrudan takımın gücüne, sertliğine ve tutma yöntemlerine bağlıdır. Takım körlüğü veya yetersiz sıkma gücü, malzemenin kırılmasına neden olabilecek bir makine aşırı yüklenmesine neden olur. Sertlik ve sıkma uygun şekilde yapılırsa, malzeme bozulmadan işi bitirebilirsiniz.
Aşağıdaki çizelgeler (Şekil 10-2 ve 10-3), takım ilerleme hızı, RPM cinsinden devir ve takım çapı arasındaki ilişkiyi göstermektedir.
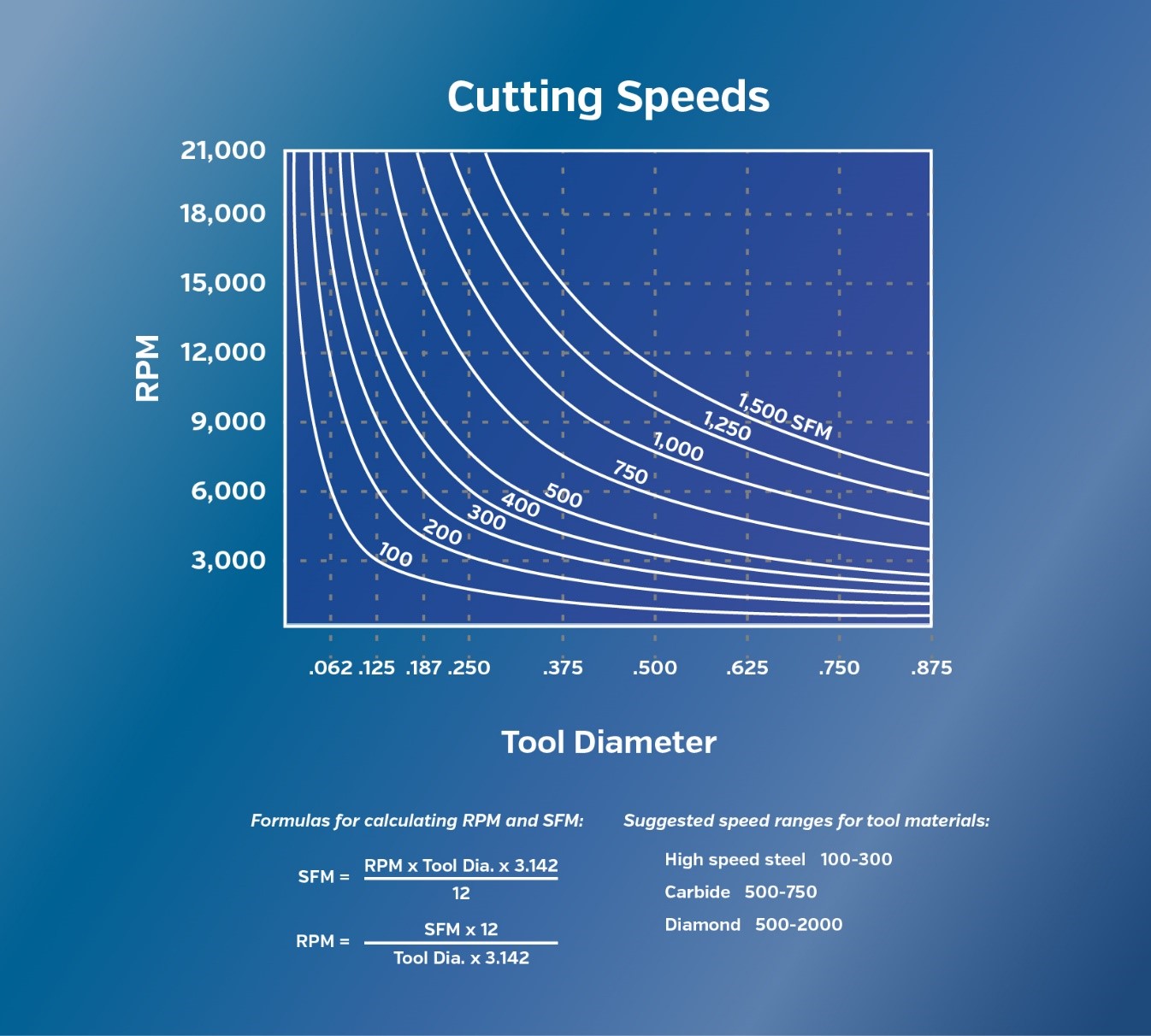
Şekil 2. Grafit işleme için önerilen kesim hızları. Resim www.edmtechman.com sitesinden alınmıştır.

Şekil 3. Grafit işleme için önerilen diş başı ilerleme ve devir ilişkisi. Resim www.edmtechman.com sitesinden alınmıştır.
Diş çekme
Grafit içerisindeki delik boyunca kılavuz çekme, kılavuz ile diş çekme herhangi bir kesme sıvısı kullanılmadan yapılmalıdır.
Grafitte kör deliklerin açılması için çeşitli yöntemler vardır. Dip kılavuzları, grafitte kör deliklere diş açarken deliklerin ve dişlerin talaşlanmasına neden olur. Çapaklanma, dip kılavuzu yerine standart bir kılavuz kullanılarak azaltılabilir. Alternatif bir yöntem olarak, standart kılavuz ile dişleri başlatmak ve bunları mümkün olduğunca derine taşımak ve ardından dip kılavuz ile takip etmektir.
Delme
Delinecek deliklerin sayısı ve boyutu, takımları planlarken ve seçerken göz önünde bulundurulması gereken iki faktördür.
Düşük hacimli – Sadece birkaç delik açarken, standart bir Yüksek Hızlı çelik matkap işimizi yapabilir. Yüksek hızlı matkaplar (standart spiral) her noktada hızlı aşınma ve grafitin aşındırıcı doğası nedeniyle kesme kenarları ve sık sık kontrol edilmelidir. Sadece birkaç delik delindikten sonra delik ebadı değişmeye ve azalmaya başlayabilir.
Yüksek hacimli – 1,6mm çapından büyük deliklerin yüksek hacimli delme işlemlerinde, uzun ömürleri bakım ve takım değişimlerini azalttığı için yüksek kaliteli tungsten karbür takımlar tercih edilir. Karbür matkaplar çelik matkaplardan çok daha uzun sürecek olsalar da, 1,6mm çapından küçük deliklerde çok kırılgandırlar. Küçük delikler için yüksek hızlı çelik matkaplar kullanılarak genel performans iyileştirilebilir.
PCD uçlu matkaplar en uzun süre dayanır. 6,5mm çap altındaki matkaplarda elmas, şaft malzemesinden yeme eğilimindedir. Buna, toz deliği doldururken sürtünme nedeniyle oluşan ısı birikmesi neden olur.
Derin delik delme – Çoğu derin delik delme işleminde toz torbası bir problemdir (matkap çapının 3 katı üzerinde herhangi bir takım). Yüksek RPM ve yavaş besleme oranları ile birlikte kanala toz dolumu sürtünmeyi artırır. Bu, matkabı kıracak kadar hızlı ısı birikmesine neden olur. Matkabın kırılmasını önlemek için, tozu temizlemek için bir gagalama döngüsü kullanın. Gagalama işlemi mümkün olduğunca fazla toz almak için takım hızlı bir şekilde çıkarılmalıdır. Milimetre başına olağan oluk sayısından daha fazla olan yüksek spiralli matkaplar bu sorunu en aza indirecektir. Pratik olarak, içten soğutma delikleri olan matkaplar kullanın ve deliğin altındaki tozu temizlemek için basınçlı hava enjekte edin.
Gundrilling – Pürüzsüz, hassas delikler grafitte gundrillenebilir. Metallerin aksine, ejektör deliklerini veya yivleri tıkamak için büyük talaşlar yoktur. Grafit, iyi bir basınçlı hava kaynağı ile temizlenebilen küçük (0.02 -0.2) toz parçacıklar üretir. Basınçlı hava kullanırken, parçaya girdiği yerde tabanca matkabının etrafına bir toz toplama örtüsü yerleştiriniz.
Broşlama
Standart ticari broş, metal için tasarlanmıştır ve grafit için diş başına çok fazla talaş yükü alır. Bu ağır talaş yükü, büyük talaşların süpürgenin çıktığı kısmın altından kırılmasına neden olacaktır. Bir broş yerine tek bir diş kilitleme kesici kullanılması gereklidir.
Tek bir diş perdesi grafitte iyi ve iyi sonuçlar verebilir. İyi sonuçlar elde etmek için ince bir ilerleme seçin (strok başına 0,02-0,08) ve keskin karbür takım kullanın. Yüksek hız çeliği kısa süreli işler için çalışacak, ancak çabuk körlenecektir. Kör takımlar, grafitin kesiminde takımın kırılmasına neden olur ve dişin kesimden çıktığı kısmın altından büyük parçalar kırılır ve sonuca zarar verebilir.
İnce ilerlemelerde bile, grafit çıkış tarafında hafifçe talaşlanma eğilimindedir. Çok ağır bir ilerleme hızı veya kör takımlar kullanılırsa, ağır talaş oluşacaktır.
Taşlama
Yüzey taşlama – Standart yüzey taşlama makineleri grafit ile kullanılabilir, ancak taşlar keskin tutulmalıdır. Kullanılan en yaygın taşlama tekerleği, 60 kumlu silisyum karbürden (orta dereceli, orta açık yapı, vitröz bağ) oluşan yeşil bir disk taştır. Disk taşı dakikada 5300-6000 yüzey ayağında çalıştırın (ancak taşı, üretici tarafından etiketinde önerilen RPM değerinden fazla döndürmeyin).
Büyük, tekrarlayan işler için elmaslı taşlama taşları kullanın. Silisyum karbürden daha yavaş kesmelerine ve daha pahalı olmalarına rağmen, sık sık değişmeleri gerekmez.
Aşırı ilerleme hızından kaçının, böylece toz, taşlama tekerleğinin önüne çıkarılabilir. Grafit tozunu uzaklaştırmanın en iyi yöntemi, taşın talaşı tahliye tarafına doğru, taşın giriş tarafından basınçlı hava üfleme ile güçlü bir toz toplama boşluğu sağlamaktır.
Eksantrik Taşlama – Grafit, kirlenmemesi için genellikle kuru olarak işlense de, bazen pratik değildir. Eksantrik taşlamada üretilen ısı, ısının bir kısmını uzaklaştırmak için sıvı kullanılmazsa taşlama diskini tahrip eder.